






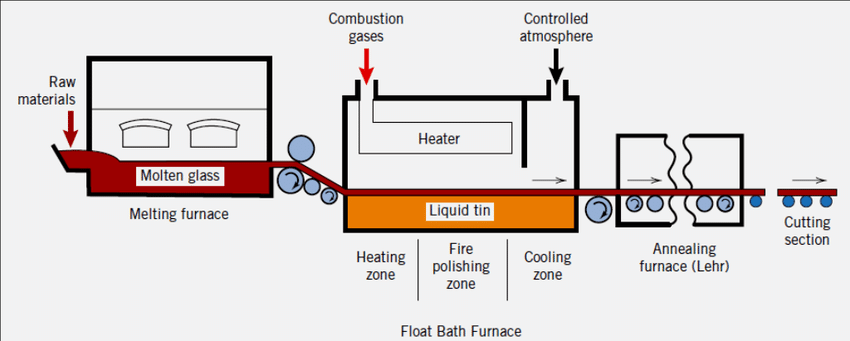
Float staklo je dobilo ime po tome što rastopljeno staklo pluta na površini rastopljenog metala kako bi dobilo polirani oblik. Rastopljeno staklo pluta na površini metalnog kalaja u kadi od kalaja ispunjenoj zaštitnim plinom (N2+ H2) iz rastopljenog skladišta. Iznad, ravno staklo (pločasto silikatno staklo) se formira spljoštavanjem i poliranjem kako bi se formirala zona ujednačene debljine, ravne i polirane stakla.
Proces proizvodnje float stakla
Šarža pripremljena od različitih kvalifikovanih sirovina prema formuli se topi, bistri i hladi do rastopljenog stakla temperature od oko 1150-1100°C, a kalaj se kontinuirano sipa u rastopljeno staklo kroz kanal za protok povezan sa kadom za kalaj i žlijebom duboko u kadu za kalaj. U rezervoaru i plutajući na površini relativno guste tečnosti kalaja, pod kombinovanim djelovanjem vlastite gravitacije, površinske napetosti, sile vučenja rubnog izvlakača i prelaznog valjkastog stola, tečnost stakla se širi, izravnava i razrjeđuje na površini tečnosti kalaja (formira se u staklenu traku sa ravnim gornjim i donjim površinama. Izvlači se prelaznim valjnim stolom na kraju rezervoara za kalaj i pogonskim valjkom jame za žarenje koji je s njim povezan, i vodi se do preljevnog valjkastog stola, prenosi se u jamu za žarenje, a zatim se žari. Nakon rezanja, dobija se proizvod od plovajućeg stakla.
Prednosti i mane tehnike plotajućeg stakla
U poređenju s drugim metodama oblikovanja, prednosti metode plutanja su:
1. Kvalitet proizvoda je dobar, kao što su površine ravne, paralelne jedna s drugom i visoke propusnosti.
2. Izlaz je visok. Uglavnom zavisi od zapremine topljenja u talionici stakla i brzine izvlačenja staklene trake koja se formira, a lakše je povećati širinu ploče.
3. Ima mnogo varijanti. Proces može proizvesti debljinu od 0,55 do 25 mm za različite namjene: istovremeno, različiti jednobojni i online premazi mogu se napraviti i postupkom plovkanja.
4. Lako je naučno upravljati i ostvariti mehanizaciju, automatizaciju i visoku produktivnost rada u punoj liniji.
5. Dugi kontinuirani period rada pogoduje stabilnoj proizvodnji
Glavni nedostatak postupka plovkanja je što su kapitalna ulaganja i površina na proizvodu relativno veliki. Istovremeno se može proizvoditi samo jedna debljina proizvoda. Nesreća može uzrokovati prekid proizvodnje cijele linije, jer je potreban strog naučni sistem upravljanja kako bi se osiguralo da je osoblje, oprema, uređaji i materijali cijele linije u dobrom stanju.
Saida GlassKupite plotajuće staklo klase A električnog nivoa od pouzdanog agenta kako biste zadovoljili veliku potražnju naših kupacakaljeno staklo,pokrovno stakloza ekran osjetljiv na dodir,zaštitno stakloza izlaganje u različitim prostorima.
Vrijeme objave: 06.08.2020.